
RED-X ist ein Upgrade für FDM 3D-Drucker (1,75 mm Filament)! Made in Germany!
RED-X verwendet einen künstlichen Rubin mit einer Härte von 9,0 Mohs. Diese Härte bietet eine extrem hohe Verschleißfestigkeit. Sie stellt sicher, dass nahezu alle Druckmaterialien über einen langen Zeitraum ohne qualitative Einbuße verarbeitet werden können.
RED-X widersteht allen gänigen Materialien bis zu einer Drucktemperatur von 450 °C. Auch stark abrassiv wirkende Materialien wie Nylon, Carbonfaser und auch Bornitrid (cBN) kann RED-X nichts anhaben.
Kompatibilitätsliste:
| MK8 | Makerbot Replicator 5th gen | Reprap clones | Wanhao Duplicator 4 series | M7 thread 1.75mm filament | Afinia H480-01 | UP mini | usw. |
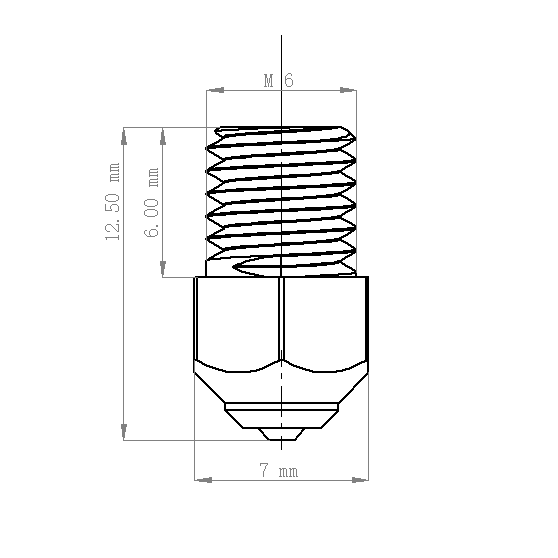
| Makerbot Replicator 1 | Makerbot Replicator mini | M6 thread 1.75 mm filament | Flashforge (neuere Modelle) | Zortrax M200 | UP Plus | J-Head | |
| Makerbot Replicator 2 / 2X | Makerbot Replicator Z18 | MK10 | Creator Pro | Afinia H479 | UP Plus 2 | E3D 59 |
ACHTUNG!!!: Nutzen Sie zur Montage/Demontage der Düse immer Schutzhandschuhe um Verbrennungen entgegenzuwirken.
Benötigtes Werkzeug: Drehmomentschlüssel mit 7 mm Sechskantnuss, 16er Schraubenschlüssel oder Rollgabelschlüssel zum Fixieren des Hotends, Schutzhandschuhe
Entfernen Sie die alte Düse Ihres Druckers. Dazu erhitzen Sie den Drucker auf mindestens 240°C und lösen die Düse mit einem geeigneten Werkzeug. Nutzen Sie den 16er Schraubenschlüssel zum gegenhalten am Heatblock. Lassen Sie das Hotend wieder abkühlen und entfernen Sie die Düse vollständig. Schrauben Sie RED-X mit der Hand ein und erhitzen Sie das Hotend erneut. Ist die Temperatur erreicht, stellen Sie einen Drehmomentschlüssel auf 1 -1,5 Nm ein und ziehen RED-X mit diesem fest.
Bitte beachten Sie zum druckerspezifische Angaben.
Hinweis:
- Lassen Sie die Düse nicht fallen und vermeiden Sie Druck und Stoß auf die Düse!
- Die Arbeitstemperatur der Düse darf 550°C nicht übersteigen.
- Vermeiden Sie Verunreinigungen der Düse durch zu hohe Temperaturen oder durch zu große hochtemperaturbeständige Partikel in Spezialfilamenten.
- Stellen Sie sicher, dass das Filament seine Glasübergangstemperatur im Hotend erreicht hat, bevor der Extrusionsvorgang gestartet wird.